
裏給我發消息")

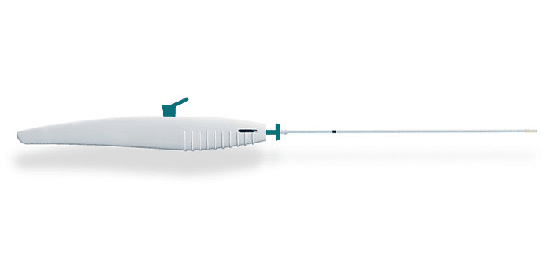
有一個醫(yī)療設備制造商在生産這(zhè)個血管縫合器産品的時(shí)候是這(zhè)麽做的:
首先需要将一個手動觸發裝置放(fàng)入半邊的外(wài)殼中,然後放(fàng)入密封圈
接着使用(yòng)氣壓機将兩個外(wài)殼通過卡扣壓合起來(lái)
裝配完成後再進行一個扭矩測試,檢驗産品是否已正确安裝,能(néng)夠滿足産品設計(jì)要求
2)應用(yòng)挑戰

這(zhè)個制造商發現(xiàn),産品的生産制造過程中,間歇性的會(huì)有不合格件的産生,原始的生産設備由于沒有過程監控能(néng)力,無法滿足制造商的質量控制要求,經常會(huì)碰到(dào)
— 密封圈沒有裝好(hǎo)
— 卡扣沒有卡緊等問題
但(dàn)是這(zhè)些(xiē)有問題的産品仍然會(huì)繼續流轉到(dào)下(xià)道(dào)工(gōng)序繼續安裝,到(dào)了(le)下(xià)線質檢的地方産生了(le)大(dà)量的返工(gōng),甚至是報(bào)廢,造成巨大(dà)的成本損失。
制造商發現(xiàn),産生這(zhè)個問題的原因主要有兩點:
第一,觸發裝置和(hé)密封圈是操作(zuò)工(gōng)手動放(fàng)置的,具有一定的不可控因素;
第二,産品在裝配過程中缺乏過程控制,無法對(duì)失效模式進行有效控制。
對(duì)于這(zhè)個問題,PROMESS提供了(le)UFM Precision壓機,對(duì)裝配過程進行壓力位移的控制,另外(wài)提供了(le)UDM進行線尾的扭矩測試。
3)解決方案

PROMESS的應用(yòng)工(gōng)程師在經過測試後确定了(le)外(wài)殼的壓裝力和(hé)扭矩測試的測試參數,UFM Precision壓機能(néng)夠使每次壓裝壓力穩定在±0.5%以内,而UDM也(yě)對(duì)每個産品都進行功能(néng)測試,确保每個零件都能(néng)夠符合産品質量要求,實現(xiàn)單件精确追溯。
不接受、不制造、不傳遞缺陷,制造商從(cóng)此大(dà)幅降低(dī)了(le)工(gōng)廢,徹底杜絕了(le)不合格零件的産生,真正實現(xiàn)了(le)降本增效。
PROMESS助您實現(xiàn)行業最低(dī)的綜合生産成本。