
裏給我發消息")

Z測量 - 絕對(duì)位置測量,Z測量根據旋鉚機内部的傳感器測量旋鉚機向下(xià)移動的距離,能(néng)夠控制每次旋鉚機向下(xià)鉚接到(dào)指定位置的時(shí)候結束鉚接。

如圖所示,在準備旋鉚程序的時(shí)候,首先需要先設定Z0,Z0通常爲不帶零件的一個底座平面,Z1爲鉚釘的原始高(gāo)度,Z2爲鉚釘鉚接完成之後的高(gāo)度,旋鉚過程中,旋鉚機控制器始終在對(duì)Z的高(gāo)度進行測量和(hé)檢測,一旦鉚接高(gāo)度達到(dào)Z2之後,鉚接完成。
注意,Z0一定要設置在Z1和(hé)Z2的下(xià)方,如沒有設置在下(xià)方,Z1或Z2出現(xiàn)負值的時(shí)候旋鉚機就會(huì)認爲測量數據錯誤,停止鉚接,産品被判定爲不合格。
H測量 - 相對(duì)位置測量,H測量根據旋鉚機頭部的一個支撐裝置,測量鉚釘頭部與零件表面(或其他(tā)表面)的相對(duì)高(gāo)度差,與旋鉚機移動總距離沒有直接聯系。
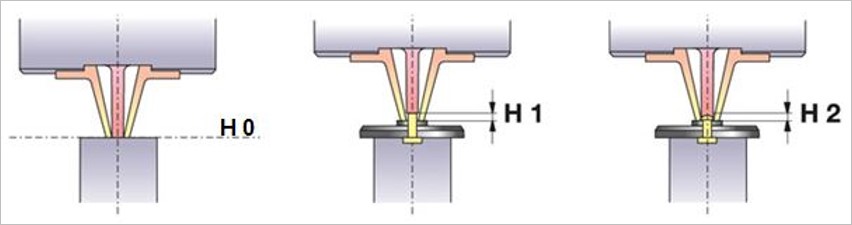
如圖所示,使用(yòng)H測量方式的時(shí)候,旋鉚頭上(shàng)會(huì)有一個錐形套,錐形套會(huì)壓住零件,旋鉚機在往下(xià)移動的時(shí)候,錐形套受力後,旋鉚頭裏面的彈簧會(huì)壓縮,而中心的鉚杆會(huì)繼續向下(xià)移動,錐形套既起到(dào)壓住零件不晃動的作(zuò)用(yòng),也(yě)同時(shí)能(néng)夠讓旋鉚機測量錐形套頂部到(dào)鉚杆頭部的高(gāo)度差。
通常H0的标定使用(yòng)一個平面,旋鉚機向下(xià)壓之後,錐形套和(hé)鉚杆壓到(dào)同一平面上(shàng),放(fàng)上(shàng)零件之後,鉚杆接觸到(dào)鉚釘之後,鉚杆頭部與零件表面支撐點的高(gāo)度差即爲H1,鉚接完成之後的高(gāo)度差爲H2。
H測量方式能(néng)夠準确控制鉚釘封閉頭的高(gāo)度,大(dà)部分使用(yòng)FMW徑向旋鉚機的用(yòng)戶在零件空(kōng)間可使用(yòng)此錐形套的情況下(xià),都會(huì)采用(yòng)這(zhè)種方式來(lái)進行質量控制,實現(xiàn)更好(hǎo)的鉚接質量控制。
H測量中可以根據用(yòng)戶的産品受力承受範圍選擇不同的彈簧配置,錐形套能(néng)夠産生的壓力從(cóng)幾十牛到(dào)幾千牛不等。
除了(le)Z和(hé)H測量之外(wài),FMW徑向旋鉚機還具備差值測量和(hé)雙重測量功能(néng),進一步信息請(qǐng)聯系我們的銷售人員進行具體應用(yòng)的技術溝通與試驗。