

焊接技術的曆史可悠久了(le),下(xià)面小(xiǎo)編就來(lái)給大(dà)家詳細解說一下(xià)
什(shén)麽是焊接?
焊接,英語爲Welding,也(yě)稱爲熔接或者镕接,是一種以加熱或加壓方式結合金(jīn)屬或其他(tā)熱塑性塑料的工(gōng)藝及技術,焊接通過下(xià)列三種途徑達成結合的目的:
1. 加熱欲結合的工(gōng)件使局部熔化成熔池,熔池冷卻凝固後便結合住了(le),必要的時(shí)候可以加入熔填物輔助
2. 單獨加熱熔點較低(dī)的焊料,無需熔化工(gōng)件本身,借助焊料的毛細作(zuò)用(yòng)連接工(gōng)件(如軟釺焊、硬焊),這(zhè)一點有點像膠接技術
3. 在相當于或低(dī)于工(gōng)件熔點的溫度下(xià)輔以高(gāo)壓、疊合擠塑或震動等使兩工(gōng)件互相滲透接合(如鍛焊、固态焊接)
焊接技術是随着金(jīn)屬應用(yòng)的增加逐漸發展起來(lái)的,其曆史可以追溯到(dào)數千年前,早期的焊接技術能(néng)夠在青銅時(shí)代和(hé)鐵(tiě)器時(shí)代的歐洲和(hé)中東發現(xiàn),數千年前的兩河(hé)文(wén)明(míng)已經開(kāi)始使用(yòng)軟釺焊技術,340年前,重達5.4噸的印度德裏鐵(tiě)柱建造的時(shí)候,就使用(yòng)了(le)焊接技術

<中國古代青銅器焊接>
有哪些(xiē)焊接方式?
焊接方式的演變是跟随着科技發展的過程逐漸産生的,下(xià)面我們來(lái)介紹一些(xiē)整個發展過程中比較主要的技術
鍛焊 - 中世紀的鐵(tiě)匠(jiàng)通過不斷鍛打紅(hóng)熱狀态的金(jīn)屬使其連接起來(lái),這(zhè)就是鍛焊。1540年維納重·比林(lín)格奧賽撰寫的《火焰學》裏面記載了(le)鍛焊技術,文(wén)藝複興時(shí)期的工(gōng)匠(jiàng)們已經很(hěn)好(hǎo)的掌握了(le)鍛焊技術
電弧焊 - 1800年,漢弗裏·戴維爵士發現(xiàn)了(le)電弧,之後俄國科學家尼庫萊·斯拉夫葉諾夫與美(měi)國科學家C·L·哥(gē)芬發明(míng)了(le)金(jīn)屬電極,推動了(le)電弧焊的成型。在這(zhè)之後采用(yòng)碳質電極的碳弧焊也(yě)被發明(míng)出來(lái),在工(gōng)業生産中得到(dào)廣泛應用(yòng)。1900年左右,英國的A·P·斯特羅加諾夫又開(kāi)發出更穩定的金(jīn)屬包覆層碳電極,1919年C·J·霍爾斯拉格首次将交流電用(yòng)于焊接,十年之後交流電弧焊也(yě)獲得了(le)廣泛的應用(yòng),20世紀50年代使用(yòng)消耗型焊條作(zuò)爲電極的手工(gōng)電弧焊迅速流行了(le)起來(lái)

<手工(gōng)電弧焊>
電阻焊 - 電阻焊是19世紀最後10年開(kāi)發出來(lái)的,1985年伊萊休·湯姆森申請(qǐng)了(le)第一份關于電阻焊的專利
氣焊 - 氣焊最早發明(míng)于1893年,直到(dào)1900年左右出現(xiàn)了(le)新的氣炬之後,氣焊獲得了(le)廣泛的應用(yòng),由于氣焊的廉價和(hé)移動性,氣焊成爲了(le)最受歡迎的焊接技術之一。不過之後電弧焊在不斷改進之後逐漸取代了(le)氣焊的地位,成爲了(le)最廣泛應用(yòng)的手工(gōng)焊接技術

<鋼管氣焊要焊好(hǎo)也(yě)不容易>
其他(tā)的焊接技術還包括:植釘焊、埋弧焊、鎢極氣體保護電弧焊、熔化極氣體保護電弧焊、藥芯焊絲電弧焊、等離子弧焊、氣電焊、電子束焊、超聲波焊、摩擦焊、激光焊等
激光焊雖然設備價格高(gāo)昂,但(dàn)近年來(lái)逐漸成爲了(le)一種較爲主流的焊接技術,尤其在汽車行業的焊接應用(yòng)上(shàng)
了(le)解了(le)一些(xiē)焊接技術的曆史與分類之後,我們來(lái)簡單介紹一下(xià)幾種常見的焊接技術
1電弧焊
弧焊使用(yòng)電源來(lái)創造電弧,使焊點上(shàng)的金(jīn)屬熔化形成熔池,弧焊過程中需要消耗大(dà)量的電能(néng),最常見的焊接電源包括恒流電源和(hé)恒壓電源弧焊過程中的電壓決定電弧長度,電流決定熱量,因此人工(gōng)焊接的時(shí)候由于不能(néng)保持穩定的間距,一般使用(yòng)恒流電源,同樣的,自(zì)動焊接可以通過工(gōng)裝保持穩定的位置從(cóng)而獲得穩定的電弧,一般使用(yòng)恒壓電源
使用(yòng)直流電時(shí),工(gōng)件接正極,焊接速度能(néng)更快(kuài),但(dàn)是焊接深度較淺;工(gōng)件接負極,焊接深度能(néng)更深,但(dàn)速度較慢一些(xiē);使用(yòng)交流電時(shí),電極一直在變化,因此會(huì)形成中等深度的焊縫,但(dàn)是交流電的一個問題是電壓過零點的時(shí)候,電弧需要重新點燃,因此有一些(xiē)電源會(huì)使用(yòng)方波電源,使電壓過零點的時(shí)候影響降低(dī)到(dào)最小(xiǎo)日常我們看(kàn)到(dào)比較多的手工(gōng)焊使用(yòng)的大(dà)多都是弧焊,有些(xiē)使用(yòng)焊條,有些(xiē)不使用(yòng),焊條一般是用(yòng)鋼做焊芯,外(wài)層包裹一層助焊劑,助焊劑在燃燒的時(shí)候會(huì)産生二氧化碳,保護焊縫區(qū)免受氧化和(hé)污染,但(dàn)需要清理(lǐ)焊渣,這(zhè)種工(gōng)藝設備具有成本較低(dī)的特點,非常使用(yòng)現(xiàn)場和(hé)戶外(wài)作(zuò)業,操作(zuò)者一般隻需要經過少量的培訓就可以熟練掌握了(le);另外(wài)一種是使用(yòng)保護氣體的焊接工(gōng)藝,一般使用(yòng)非消耗型的鎢電極,惰性或者半惰性氣體作(zuò)爲保護氣體,這(zhè)種工(gōng)藝可以獲得較高(gāo)的焊接質量,特别适合用(yòng)來(lái)焊接闆料,但(dàn)對(duì)操作(zuò)者要求較高(gāo),焊接速度也(yě)會(huì)比使用(yòng)焊條的方式慢一些(xiē)
2氣焊
常見的氣焊是使用(yòng)可燃氣焊接,通常也(yě)成爲氧乙炔焊,這(zhè)是一種相當古老(lǎo)但(dàn)非常通用(yòng)的焊接工(gōng)藝,隻不過近些(xiē)年來(lái)在工(gōng)業生産中已經很(hěn)少使用(yòng)了(le),在制造和(hé)維修管道(dào)的時(shí)候還能(néng)夠經常看(kàn)到(dào),在一些(xiē)藝術家制作(zuò)金(jīn)屬工(gōng)藝品的時(shí)候也(yě)會(huì)用(yòng)到(dào)這(zhè)種技術,在金(jīn)屬經過高(gāo)溫燃燒之後,有時(shí)候在金(jīn)屬表面也(yě)能(néng)夠看(kàn)到(dào)一些(xiē)特殊的金(jīn)屬紋理(lǐ)。氣焊也(yě)被衍生應用(yòng)在切割金(jīn)屬上(shàng),既能(néng)連接金(jīn)屬,也(yě)能(néng)夠切割金(jīn)屬不可燃氣焊一般用(yòng)來(lái)焊接塑料等一些(xiē)工(gōng)作(zuò)溫度要求較低(dī)的應用(yòng)上(shàng)
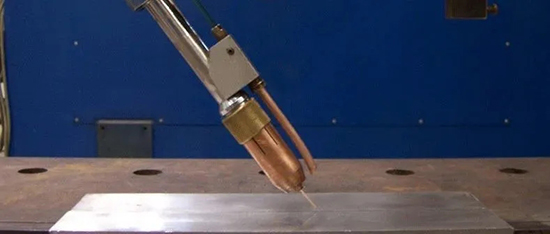
3電阻焊
當兩個或多個金(jīn)屬表面接觸時(shí),接觸面會(huì)産生接觸電阻,如果通過較大(dà)的電流(1kA-100kA),根據焦耳定律,接觸電阻會(huì)發熱,将觸點附近熔化成熔池,一般來(lái)說,這(zhè)是一種高(gāo)效、無污染的工(gōng)藝,隻不過設備成本會(huì)相對(duì)較高(gāo)一些(xiē)點焊就是電阻焊中的一種,用(yòng)兩個電極夾住金(jīn)屬闆并輸送強電流,具有金(jīn)屬變形小(xiǎo)、焊接速度快(kuài)、易于實現(xiàn)自(zì)動化焊接,且無需焊料的特點,隻不過從(cóng)強度上(shàng)來(lái)說,會(huì)偏低(dī)一些(xiē),通過合理(lǐ)的設計(jì),能(néng)夠解決強度的問題,由于其焊接的結構簡單且易于夾持,被廣泛應用(yòng)在車身焊接上(shàng)

4硬焊和(hé)軟焊

額……
不好(hǎo)意思,不是這(zhè)個硬漢
硬焊和(hé)軟焊是以熔點比被焊接件低(dī)的焊料填充于兩個被焊接件中間,待其凝固後将兩者結合起來(lái)的一種焊接方式,填充物熔點在427℃以下(xià)的稱爲軟焊,427℃以上(shàng)的稱爲硬焊,經常也(yě)使用(yòng)填充物作(zuò)爲焊接方式名稱,比如說銅焊、錫焊、鉛焊(電烙鐵(tiě)就是基于鉛焊的方式)
5能(néng)量束焊接
指激光焊和(hé)電子束焊接,這(zhè)兩種方式在高(gāo)科技制造業中很(hěn)受歡迎,兩種焊接方式原理(lǐ)相近,主要的區(qū)别在于能(néng)量來(lái)源,激光焊使用(yòng)的是激光束,電子束焊使用(yòng)的是在真空(kōng)室中發射的電子束,這(zhè)兩種能(néng)源都有很(hěn)高(gāo)的能(néng)量密度,焊接熔深很(hěn)大(dà),焊點很(hěn)小(xiǎo),工(gōng)作(zuò)速度都很(hěn)快(kuài),容易實現(xiàn)自(zì)動化,主要的缺點是設備成本太高(gāo),另外(wài)焊縫容易發生熱裂激光複合焊是目前正在推進的一項技術,結合了(le)激光焊和(hé)電弧焊的優點,以獲得更高(gāo)質量的焊縫
6固态焊接
與早期的鍛焊優點類似,其中一個典型是超聲波焊。超聲波焊通過施加高(gāo)頻聲波和(hé)壓力來(lái)連接金(jīn)屬和(hé)熱塑塑料制成的闆料和(hé)線,目前熱門(mén)的口罩生産設備中就使用(yòng)到(dào)了(le)超聲波焊接設備進行口罩的封邊和(hé)耳帶的焊接。超聲波焊的原理(lǐ)和(hé)電阻焊有點像,隻不過輸入的不是電流而是高(gāo)頻振動,超聲波焊還可以用(yòng)來(lái)焊接複合材料其他(tā)的固态焊接工(gōng)藝還有爆炸焊、擠壓焊、冷焊、擴散焊、摩擦焊、EMPT焊,高(gāo)頻焊、熱壓焊、感應焊、熱軋焊等
焊接可能(néng)會(huì)出現(xiàn)的問題
焊接時(shí)由于金(jīn)屬被加熱到(dào)熔化溫度,在冷卻的時(shí)候會(huì)産生收縮,産生殘餘應力,并造成縱向和(hé)圓周方向的扭矩,如限制扭曲則有可能(néng)會(huì)導緻母材的機械性能(néng)的降低(dī),形成冷裂紋,最終導緻斷裂,因此應盡量控制焊接的熱輸入量,盡量一次完工(gōng)
其他(tā)的問題包括熱裂紋和(hé)硬化裂紋都有可能(néng)會(huì)在金(jīn)屬焊接的時(shí)候出現(xiàn),應盡量避免外(wài)力約束,适當的使用(yòng)助焊劑
未來(lái)
近年來(lái)爲了(le)減少高(gāo)端産品中的焊接人力成本,工(gōng)業生産中的電阻焊和(hé)弧焊大(dà)量采用(yòng)了(le)自(zì)動焊接設備,尤其是汽車行業,基本上(shàng)大(dà)部分的點焊都由機器人完成,弧焊也(yě)逐漸開(kāi)始由機器人完成,包括激光複合焊也(yě)開(kāi)始越來(lái)越多的應用(yòng)到(dào)工(gōng)業生産中,人們在不斷研究如何降低(dī)焊接成本、提高(gāo)效率、提高(gāo)焊接質量,尤其是控制焊縫的微觀結構和(hé)殘餘應力,減少焊縫的變形斷裂
參考文(wén)獻:
1. Brady, George等, Materials Handbook. McGraw Hill. 1996: 768-70. ISBN 0070070849
2. Cary, Howard B; Scott C. Helzer. Modern Welding Technology. Upper Saddle River, New Jersey: Pearson Education. 2005. ISBN 0-13-113029-3
3. Sapp, Mark E. Welding Timline 1900-1950. WeldingHistory.org. Feburary 22. 2008
4. 中華人民共和(hé)國國家标準. GB/T 985.1-2008《氣焊、焊條電弧焊、氣體保護焊和(hé)高(gāo)能(néng)束焊的推薦坡口》
5. 铌在高(gāo)強度可焊接工(gōng)字鋼和(hé)其他(tā)結構鋼中的應用(yòng). Boris Donnay, Henri Grober.[2009-09-01]
6. Blunt, Jane; Nigel C. Balchin. Health and Safety in Welding and Allied Processes. Cambridges: Woodhead. 2002. ISBN 1-85573-538-5
7. ASM International. Trends in Welding Research. Materials Park, Ohio: ASM International. 2003. ISBN 0-87170-780-2
8. Hicks, John. Welded Joint Design. New York: Industrial Press. 1999. ISBN 0-8311-3130-6
9. Kalpakjian, Serope; Steven R. Schmid. Manufacturing Engineering and Technology. Prentice Hall. 2001. ISBN 0-201-36131-0
10. Lincoln Electric. The Procedure Handbook of Arc Welding. Cleveland: Lincoln Electric. 1994. ISBN 99949-25-82-2
11. Weman, Klas. Welding processes handbook. New York, NY: CRC Press LLC. 2003. ISBN 0-8493-1773-8