

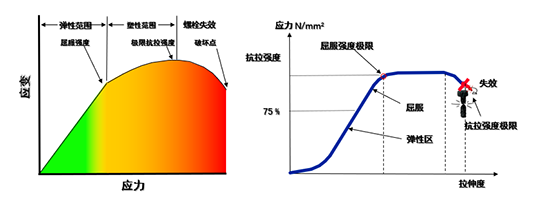
螺紋聯接的擰緊過程與控制方法
1.扭矩控制式
扭矩控制、角度監控
特點:測量容易,使用(yòng)标準螺絲,螺絲可以重複使用(yòng),緊固錯誤檢查容易
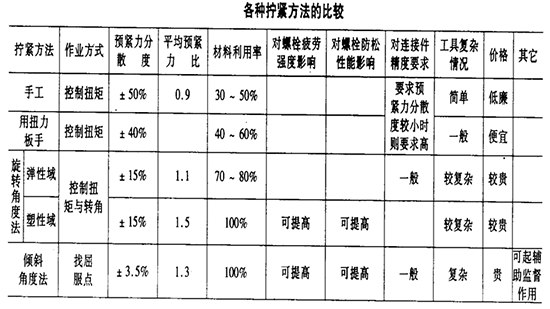
這(zhè)是一種較常見的控制方法,産生的最終夾緊力變化誤差較大(dà),可以達到(dào)±30%,在扭矩法控制的螺紋聯接中往往采用(yòng)較高(gāo)的設計(jì)餘量,以此彌補扭矩控制帶來(lái)的偏差,目前大(dà)多數非關鍵部位的螺紋聯接仍使用(yòng)扭矩法
2.屈服點控制式
屈服點控制、扭矩/角度監控
特點:摩擦影響最小(xiǎo),夾緊力變化最小(xiǎo),螺絲可重複使用(yòng),對(duì)緊固件和(hé)被緊固件要求較高(gāo)
控制結束要求較高(gāo),産生的最終夾緊力變化誤差最小(xiǎo),在±7% - 10%左右,屈服點控制法要求對(duì)零件表面進行嚴格的處理(lǐ),任何打滑和(hé)阻滞現(xiàn)象都會(huì)使扭矩/轉交曲線偏離正常的範圍,從(cóng)而使控制系統發出錯誤警告,由于控制風(fēng)險高(gāo),一般不使用(yòng)
3.角度控制式
角度控制、扭矩監控
特點:摩擦影響較小(xiǎo),夾緊力變化較小(xiǎo),螺絲不可重複使用(yòng)
常用(yòng)于關鍵性的螺紋聯接中,産生的最終夾緊力變化誤差較小(xiǎo),約在±15%左右,但(dàn)需要做大(dà)量的實驗和(hé)分析工(gōng)作(zuò),而且幾乎無法複驗,如果用(yòng)扭力扳手來(lái)複驗的話(huà),預緊力可能(néng)會(huì)超過原先的設定值
螺紋聯接的擰緊過程監測
1.最終扭矩監測:隻對(duì)擰緊的最終扭矩做出判斷,确認是否在給定的公差範圍内。這(zhè)種方法除了(le)對(duì)螺紋擰緊的質量進行監測外(wài),還能(néng)檢驗擰緊系統的輸出功能(néng)和(hé)輸出的重複精度
2.最終扭矩/轉角監測:該監測方法不僅要求在擰緊過程結束時(shí)扭矩值在一定的偏差範圍内,而且要求轉角值也(yě)要處于一定的偏差範圍内才算(suàn)合格
3.扭矩速率監測:在螺栓擰緊的過程中,每當螺栓旋轉一定的角度後(或增加一定的扭矩後),系統檢測其扭矩增加值(或轉角增加值),以确保擰緊曲線的斜率不偏離正常的範圍
4.偏差監測:系統在整個擰緊過程中不斷地檢測螺栓轉過的每一度時(shí)扭矩的增加值,以确保扭矩/角度擰緊曲線的線形在正常的偏差範圍内
其中,由于最終扭矩監控和(hé)最終扭矩/轉角監控方式有着監測簡便易行,能(néng)夠檢驗重複精度的特點,使用(yòng)的比較多一些(xiē),而最終扭矩/轉角監控因爲結合了(le)角度的監控,監控精度更高(gāo),是最常用(yòng)的監控方式
螺紋聯接擰緊質量評價
常用(yòng)數顯或表盤式力矩扳手測量裝配後的螺栓的力矩,來(lái)評價螺栓擰緊的質量。這(zhè)種方法由于采用(yòng)人工(gōng)操作(zuò),所以一般采用(yòng)抽檢的方式,也(yě)稱爲Torque Audit。在汽車制造領域,大(dà)多數企業通常采用(yòng)裝配後立即抽檢或連續行駛,承受過負載後再進行檢查的方式進行評價。手動複扳的時(shí)候可能(néng)會(huì)出現(xiàn)幾個問題:
A.隻能(néng)檢查扭矩是否太低(dī)
B.不能(néng)檢查角度控制的扭矩值
C.同時(shí)受靜态摩擦力的影響
D.操作(zuò)者使用(yòng)不便(生産效率低(dī)、人機工(gōng)程問題)
E.必須頂起校準
F.測力扳手的誤差大(dà)
由于手動複扳的時(shí)候的這(zhè)些(xiē)問題,通過擰緊設備中集成力矩和(hé)轉角傳感器,對(duì)螺栓裝配的參數進行監控的方式可以很(hěn)方便的實現(xiàn)對(duì)螺栓的裝配過程進行100%檢驗,是目前在生産中使用(yòng)的比較廣泛的一種方法,其中,最終力矩統計(jì)法進行SPC分析,是最主要在用(yòng)的方式,但(dàn)這(zhè)種方法的前提是過程必須要穩定
常見的螺紋擰緊系統
·扭矩扳手
常見的扭矩扳手有機械音(yīn)響報(bào)警式、數顯式、指針式、打滑式,結構和(hé)使用(yòng)簡單,但(dàn)是精度控制交叉,存在過力現(xiàn)象,受人爲因素和(hé)零位标定的影響,不适合大(dà)規模生産使用(yòng)
·氣動擰緊工(gōng)具
使用(yòng)壓縮空(kōng)氣作(zuò)爲動力源,帶動扭矩扳手中的啓動馬達驅動齒輪對(duì)螺栓進行擰緊,其工(gōng)作(zuò)原理(lǐ)是沖擊旋轉,借助沖擊力幫助擰緊或擰松螺栓或螺母,一般其精度範圍通常是±7% - 12%
·電動擰緊工(gōng)具
一般具有扭矩反饋單元,可以在擰緊過程中實時(shí)進行扭矩監測和(hé)控制,其結果屬于動态扭矩
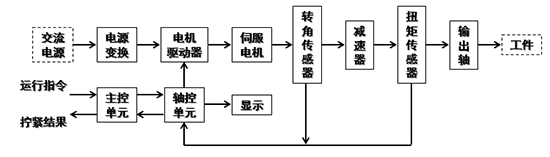
常見的電動擰緊工(gōng)具一般屬于半閉環的控制系統,容易受到(dào)末端狀态的影響導緻最終結果出現(xiàn)偏差,對(duì)擰緊系統的定期扭矩校核和(hé)系統标定,以實現(xiàn)系統偏差的補償是十分必要的
常用(yòng)的擰緊工(gōng)位的結構設計(jì)

這(zhè)種結構适合用(yòng)在扭矩要求小(xiǎo)于35Nm以下(xià)的擰緊工(gōng)位,擰緊槍可以是懸挂的,或者是放(fàng)置在工(gōng)位的支架上(shàng),可以根據操作(zuò)工(gōng)的需要移動擰緊槍到(dào)相應的位置進行擰緊。35Nm的這(zhè)個數值是根據人機工(gōng)程計(jì)算(suàn)出來(lái)的結果,可以作(zuò)爲一個參考值來(lái)使用(yòng)
這(zhè)個設計(jì)方案比前一種方案多了(le)一個反力臂裝置,一般在35Nm以上(shàng)的應用(yòng)需要考慮反力臂裝置,同樣的,反力臂裝置也(yě)有多種不同的應用(yòng)形式,比如下(xià)面兩種設計(jì)方案
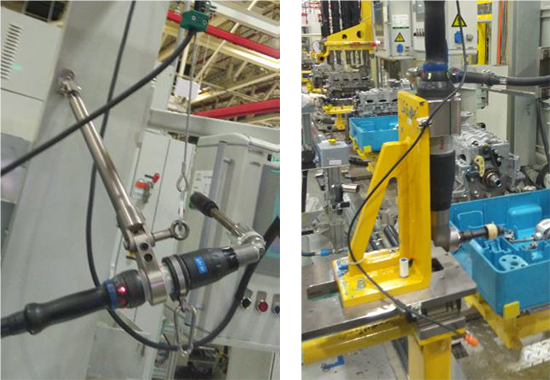
由于單軸擰緊在碰到(dào)同一個零件上(shàng)有多個螺栓需要擰緊的情況下(xià),通常會(huì)有螺栓扭矩下(xià)降的問題和(hé)節拍(pāi)問題,這(zhè)種情況下(xià)更多的用(yòng)戶會(huì)選擇多軸同時(shí)擰緊,如下(xià)圖,其優勢在于中間的連接杆可以拆下(xià)來(lái)之後安裝标定用(yòng)的傳感器,方便對(duì)擰緊槍的扭矩和(hé)轉角進行标定
或者可以設計(jì)成下(xià)面這(zhè)種形式,其優點是能(néng)夠承受的擰緊扭矩更大(dà),變形風(fēng)險比較小(xiǎo)

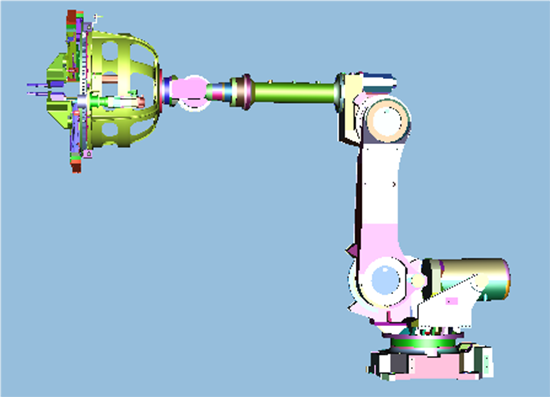
另外(wài)還有一種特殊的設計(jì)方案是将擰緊槍裝在機器人手臂上(shàng),有些(xiē)還額外(wài)配有變位設計(jì)方案,如下(xià)圖,系統的柔性比較好(hǎo),可以适應多種不同的産品進行自(zì)動擰緊,節拍(pāi)也(yě)适中,不過缺點是不能(néng)夠進行全軸擰緊,可能(néng)會(huì)産生扭矩衰減的問題
最後總結一下(xià)擰緊策略,常規單軸擰緊程序根據預緊狀态不同,程序分爲兩種:
有氣動槍預緊,擰緊程序使用(yòng)先翻轉認帽再正轉擰緊,氣動槍預緊力比較小(xiǎo),因此在反轉認帽的時(shí)候需要設置扭矩門(mén)檻,避免反松已經擰緊合格的螺栓
無氣動槍預緊,使用(yòng)直接正轉認帽并最終擰緊程序
常規單軸槍控制策略有如下(xià)要求:
1.有對(duì)合格擰緊次數進行計(jì)數的功能(néng)
2.一經反轉,所有已判定合格的計(jì)數全部清零
3.在未收到(dào)擰緊失敗信号前,不允許啓動反轉功能(néng)
常規多軸擰緊程序要求:
1.自(zì)動多軸擰緊設備可以先反轉認帽再正轉擰緊
2.對(duì)于一個平面上(shàng)多螺栓擰緊,程序裏面需要設置同步性,即所有螺栓都同時(shí)達到(dào)一定扭矩後再擰緊至最終扭矩
3.多軸擰緊的如果是同一個零件上(shàng)的螺栓,如果某一個螺栓的最終扭矩不合格,需要将所有的螺栓都反松,同時(shí)設備需要能(néng)夠給出不合格螺栓的具體位置,便于維修
4.如果多軸擰緊的是不同面上(shàng)的螺栓,當出現(xiàn)某一個螺栓不合格時(shí),隻需要反松該螺栓所在零件上(shàng)的所有螺栓即可
擰緊工(gōng)藝是一個系統工(gōng)程,從(cóng)設計(jì)上(shàng)來(lái)說,零件材質、螺栓材質、尺寸、最終扭矩轉角要求都是重要因素,從(cóng)工(gōng)程上(shàng)來(lái)說,選擇合适的工(gōng)具和(hé)工(gōng)藝以及正确的質量控制方式是确保産品達到(dào)高(gāo)質量的重要方式。随着技術的發展,越來(lái)越多的擰緊工(gōng)具能(néng)夠滿足我們的擰緊節拍(pāi)、質量控制、數據采集的功能(néng)需求
關于擰緊技術的基礎知(zhī)識就介紹到(dào)這(zhè)兒,下(xià)一篇我們将介紹另外(wài)一種連接技術,敬請(qǐng)期待